
The titanium metal injection molding (TiMIM) process is a method of manufacturing near-net shape components at production volumes from titanium alloys. Unlike investment casting and additive manufacturing techniques, TiMIM has high density and low contamination potential, making it a preferred method for manufacturing medical implants, high-strength mechanical components, and other demanding applications.
TiMIM achieves high density compared to conventional powder metallurgy approaches. Fine titanium alloy particles are consolidated through heat and pressure, removing all the porosity between them. Because this process does not involve the high temperatures and reactive investment ceramics used in investment casting, the potential for contamination is greatly reduced.
How does a part go from a design to a high production volume part? While much of the work goes into the design of both the component and the injection molds to ensure reliability and tight dimensional tolerances, this article will largely focus on the physical manufacturing side of component production.

Step 1: Feedstock Formation
TiMIM is a powder metallurgy process. Titanium alloy powder is combined with a binder to form a compound with thermoplastic properties. The binding agent allows the titanium powder to take on a shape, versus being a free-flowing powder, like sand. It bonds the titanium powder particles together through the first few steps of processing without reacting adversely with them.
This process is performed by melting the binder and feeding the proper ratio of titanium alloy powder into the melt. The mixture is cooled and then pelletized for use in the injection molder.
Tailoring the feedstock to achieve the correct homogeneity and viscosity of the mix requires experience. Even with the correct choice of binding agent, too little binder leads to molding issues, and too much binder leads to powder segregation and densification issues. Binding agents are considered part of the process and are included in the qualification of the process as required for use in the manufacturing of medical devices.

Step 2: Injection Molding
The namesake step for the TiMIM process is molding. Earlier, during the design phase, injection molds are designed to allow proper flow of the feedstock. Feedstock flow control features, such as sprues, gates, and runners are designed with the nature of MIM feedstock in mind. The molds must account for shrinkage during cooling and sintering, parting lines and draft that facilitate part removal, and the placement of cores in hollow areas.
Once the injection molds have been designed and manufactured, they can be loaded into an automated injection molding machine. The injection molding machine then uses a reciprocating screw to plasticize the feedstock in a heating barrel, which remelts the binder allowing the mixture to flow. The thermoplastic-like feedstock is then injected through the sprue and into the mold, filling it. After the part has cooled the mold is opened and the part is pushed out of the mold using ejector pins. The mold then closes and the cycle is repeated. The molded article is often referred to as a “green” part.
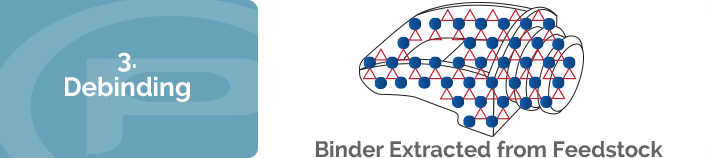
Step 3: Debinding
At this point, the part consists of titanium alloy powder and binder. The debinding step removes the binder, leaving behind a “brown” or debound part. Debinding can be performed chemically, either through catalytic decomposition or through the use of solvents. In either case, the bulk of the binder is removed, leaving only the bare minimum to provide necessary strength for handling the debound part.
Catalytic decomposition occurs in a specialized chamber where an acidic gas reacts with the binder. This process occurs at a slightly elevated temperature to soften the binder, allow the binder to flow, and increase its exposure to the gas. This speeds up the debinding process.
Solvent debinding requires parts to be immersed in an appropriate solvent that will dissolve the binder. The process washes away the binder, leaving behind a titanium alloy structure with uniform, interconnected porosity.
After debinding, regardless of the process used, parts are porous and ready for thermal processing.

Step 4: Sintering/Thermal Processing
The brown part is relatively fragile. Small amounts of remaining binder are holding the piece together, but it is sensitive to vibration and shock. This binder holds the powder particles in the desired shape so they can begin to sinter together as heat is applied in the furnace. In the initial stage of the furnace cycle, binder is being removed while the particles are beginning to form bonds with one another
Further thermal processing is used to densify the debound parts. In thermal processing, high temperatures are used to sinter, or thermally bond the titanium alloy particles together. In sintering, individual particles are placed in contact. The high temperatures allow atoms in each particle to rearrange across the gaps between them through diffusion.
Diffusion is a process where atoms move about, typically across a gradient. In the case of TiMIM, titanium alloy particles begin diffusional bonding with each other, increasing the cohesion between particles while decreasing the amount of pore space. This diffusion process causes the particles to stick together as one coherent mass instead of individual particles.
Sintering is often a batch process, where many parts are loaded into a furnace at a time but can also be performed on a continuous basis. The type of furnace used depends upon the material being processed and the throughput of parts required.
The sintering process removes the remaining binder, and also increases the diffusion rate among the particles.

Step 5: Hot Isostatic Pressing (HIPing)
While debinding and sintering removes all of the binder and almost completes consolidates the part, there is still some residual porosity. This porosity is typically between 2% and 5% by volume. Hot Isostatic Pressing (HIPing) is used to fully densify the part. During HIPing, pressure and heat are applied evenly to all surfaces of a part further increasing density by eliminating pores, primarily via movement along grain boundaries.
HIPing is a specialized process and should only be performed on the material after it has been sintered to closed porosity. If the pores are still connected, a pressure gradient cannot be created across the bulk of the part to affect the final portion of consolidation. HIPing is used to finish the job of sintering by removing the residual porosity.

Step 6: Finishing and Quality Control
While TiMIM can often achieve net-shape dimensions, sometimes secondary processing is required. Secondary processing includes CNC machining if especially tight tolerances are required. The extent of secondary processing can be minimized through careful design and planning of the component and the injection mold. Surface finishing is the most common secondary process and is performed on almost all TiMIM parts at some level, typically employing mass finishing techniques.
The final step is to ensure that the parts meet the appropriate quality standards. Depending on the application, this could mean physical dimensions, density, surface finish, and chemistry. It may also involve mechanical testing. Parts are rigorously tracked throughout the process, minimizing the number of defects at this stage. Any parts that are fail quality assurance must either be reworked in this step or scrapped if rework is not possible or economical.
Once the parts have been inspected, they are ready for packing, shipping, and delivery to the customer.
Final Thoughts
TiMIM is a cost-effective, efficient process that reduces the amount of wasted material, when performed properly. In order to optimize this process, parts and the injection molds must be carefully designed. Mold design and process qualification are the most time-consuming parts of this process, but every minute spent in before launching saves hours of troubleshooting and many dollars in raw materials during processing. Because of this, it is important to pick a TiMIM partner with the expertise to perfect this step.
For more information on the TiMIM process and our approach, contact the Praxis team.
How does TiMIM compare with other manufacturing methods? Download our free guide >>